|


- 英文名称:Anticorrosive paint for desulfurization fan
- 品牌:志盛威华
- 货号:1041
- cas:67763-03-5
- 价格: ¥80/千克
- 发布日期: 2021-10-22
- 更新日期: 2026-03-21
| 品牌 | 志盛威华 |
| 货号 | 1041 |
| 是否危险化学品 | 是 |
| 颜色 | 黑色 |
| CAS编号 | 67763-03-5 |
| 别名 | 风机硅改性防腐涂料 |
| 保质期 | 12个月 |
| 耐水性 | 好 |
| 是否进口 | 否 |
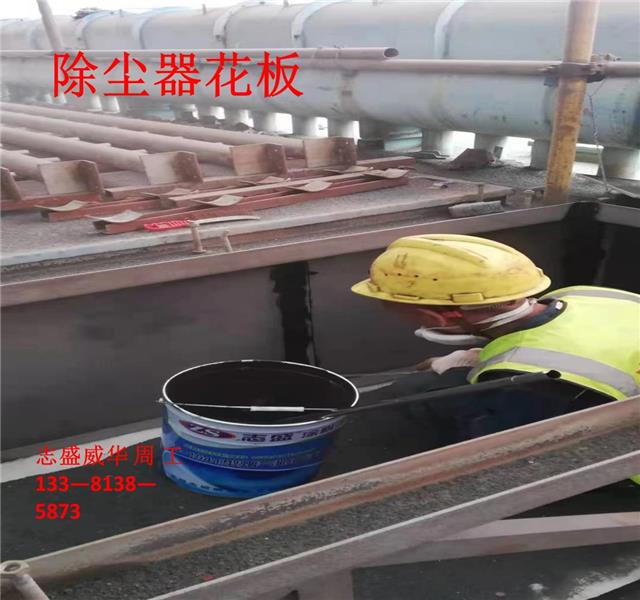
收尘器除尘器耐高温防腐涂料应用及ZS-1041产品说明
周工133---8138---5873
水泥厂、电厂等行业的布袋除尘器的现场工况汇总,发现除尘器出现以下问题:
1、内壁腐蚀穿孔,涉及危废燃烧行业,短则三五个月,长则七八个月会形成锈蚀穿孔,
2、主梁锈蚀,磨损减薄,承重能力减弱。
3、烟气温度高,金属基材高温腐蚀速度快,氧化皮剥落快。
4、湿度大、腐蚀介质复杂,会加速腐蚀速率。
5、进烟口粉尘颗粒大,磨损严重。

经过对水泥厂、电厂等行业的布袋除尘器的现场工况汇总,发现除尘器出现以下问题:除尘器内壁腐蚀、壁厚变薄,漆膜脱落、穿孔等防腐问题,普遍除尘器寿命在1到3年之间就需要进行更换、维护,使用1041涂层防护后,2到5年维修一次即可。
志盛威华周工通过水泥厂和焦化厂收尘器防腐经验总结,可以使用ZS-1041进行防腐处理,延长收尘器使用寿命一倍以上,实现用涂料来解决除尘器腐蚀、耐磨、耐高温的问题,提高除尘效率,减少停产次数,
涂料施工简便,适合工期短,维修期紧,赶进度的项目。
ZS-1041耐高温,耐磨,防腐蚀综合性能好,可以解决除尘器腐蚀问题。
适合用在除尘器内壁、净气室、进出口管道、烟道等部位,涂层使用寿命长,耐磨,耐高温。
施工简便,附着力强,硬度高,耐磨,使用寿命长。
在除尘器内壁进行防腐涂料施工,涂刷300到500微米厚的涂层即可延长除尘器使用寿命。
产品说明书
ZS-1041
烟气防腐涂料Chimney and Flue Gas Duct Use Anti-Corrosion Coating
产品描述
产品组成及特点
本产品以改性无机硅改性树脂嫁接高分子聚合物为成膜溶液,以纳米硅微粉、碳化硅、氮化硼、细晶氧化铝、石墨、超细氧化锌、氧化钛、陶瓷微珠、微粉氧化锆等。涂料各组分的相互作用和协同效应工作原理,使涂层具有表面能低、耐腐蚀性高,硬度高,与基体结合力大等综合。
工作机理
以无机聚合物为主的互穿网络聚合物作为成膜物质,溶液中含硅无机聚合物作为主链,高温嫁接高分子聚合物改性树脂,得到交替排列组成的多嵌段嫁接无机-高分子螯合聚合物,成膜性好,附着力好,涂层光滑自洁,耐温高,成膜致密降低介质损耗率。涂料固体颜料,在高温密封下制成耐磨陶瓷功能填料,提高涂层的硬度高耐磨,防蚀性能,耐高温性、抗冲击性和好的延展性。涂料并且使用无机陶瓷纤维,增加涂层内联交强性,增强涂层的抗冲击性。涂料中还配以适当的颜料、溶剂、助剂和加入耐磨增强剂。
典型用途
各种烟道、烟囱、脱硫塔、除尘器、锅炉窑炉内部等设备上耐高温、同时耐酸碱腐蚀,耐磨抗粉尘冲刷。
颜 色 黑色
涂料基础数据
项目 指标 测试/标准
涂料外观 稠状液体 目测
粘度 小于60s GB/T1723-93
双组份混合比 主剂:固化剂=9:1
密度 1.6g/cm3 实测
适用期 夏季≤1h,冬季≤2h 随环境温度变化
施工性能 湿膜120μm无流挂 HG/T4077-2009
n 本产品为双组份常温固化产品,请按工程量及施工效率调配施工液,确保在适用期内使用完毕。较长施工间隔时,应做好施工工具的清洗工作,以防施工工具固结。
n 对正常贮存且在保质期内的所有产品均符合上表所列数据。
涂膜性能
|
项目 |
测试标准 |
性能参数 |
|
容器中状态 |
目测 |
均匀,无结块、絮凝、沉淀 |
|
涂膜外观 |
目测 |
饱满无缩孔 |
|
颜色 |
目测 |
黑色 |
|
固含量 |
GB/T1725-2007 |
≥60% |
|
干燥时间 |
GB/T1728-79 |
表干2h 实干24h |
|
涂膜硬度 |
GB/T 6739-2006 |
5H |
|
附着力 |
GB/T 9286-1998 |
1级 |
|
柔韧性 |
GB/T1731-93 |
2 mm |
|
涂膜冲击性能 |
GB/T1732-93 |
≥50 |
|
落砂试验 |
GB/T23988-2009 |
3.0L/um |
|
耐液体介质性 |
GB/T 9274-1988 |
30d(5%NaOH60℃以上)漆膜无异常 |
|
耐液体介质性 |
GB/T 9274-1988 |
30d(5%H2SO460℃以上)漆膜无异常 |
|
耐盐雾 |
GB/T 1771-91 |
30d(5%HCL)漆膜无异常 |
|
高温测试 |
QB/C001-2005 |
700℃ |
推荐膜厚
膜厚和涂布率 干膜厚度 理论涂布率
(μm) (㎡/ kg)
常数 300 1.2
推荐涂装至干膜厚度300μm或设计厚度。
表面处理
确保涂刷表面无灰尘、油污、锈蚀、脆化层等异物,保证涂刷表面清洁干燥。尽可能对被涂表面进行打磨拉毛处理,以保证25-40μm范围的表面粗糙度。金属表面如采用手工打磨至St3级或喷砂至Sa2.5级,涂装效果会更佳。
施工方法
喷涂: 使用空气喷涂或无气喷涂。
刷涂: 采用十字交叉法进行刷涂。
稀释剂/清洗剂
稀释剂/清洗剂 纯二甲苯
干燥和固化时间
表干时间 实干时间
≤2h ≤24h
n 表干时间、实干时间根据GB/T1728-1979测得。
n 在实际应用中,干燥时间与膜厚及施工环境有关。
包装规格
20kg/桶 (主剂与固化剂同在一桶)铁桶包装。